
1.1 General
This test is applicable to enamelled round wire and bunched wire.
Solderability is expressed by the time of immersion of the specimen in a solder bath required
to remove the coating and to coat the conductor with solder.
Safety warning: Chemical hazard – Lead has been recognized by regulatory agencies to be a
hazardous substance. Primary routes of exposure are by inhalation and ingestion. The
information contained in the Material safety data sheet (MSDS) for lead, tin, flux and alcohol
must be adhered to while using, handling or disposing of these products. Adequate ventilation
or forced exhausting of solder pot vapours and products of decomposition from various
solderable insulations may be necessary to comply with environmental regulations.
Safety warning: Thermal hazard – Care shall be exercised in removing test specimens from
the solder pot to avoid skin burns.
1.2 Equipment
The following equipment shall be used:
- temperature controlled solder bath of sufficient volume to maintain a constant solder
temperature when immersing the specimen at any temperature specified in the relevant
standard. Solder composition shall be of a mass ratio of 60 parts tin to 40 parts lead or a
lead-free solder in accordance with ISO 9453 or as agreed upon between customer and
supplier; any dross which forms shall be removed from the surface of the solder before
each test; the temperature shall be controllable with ±5 °C of the temperature specified in
the relevant standard.
NOTE 1 Copper corrosion is greater when using lead free solder when compared to a tin/lead composition.
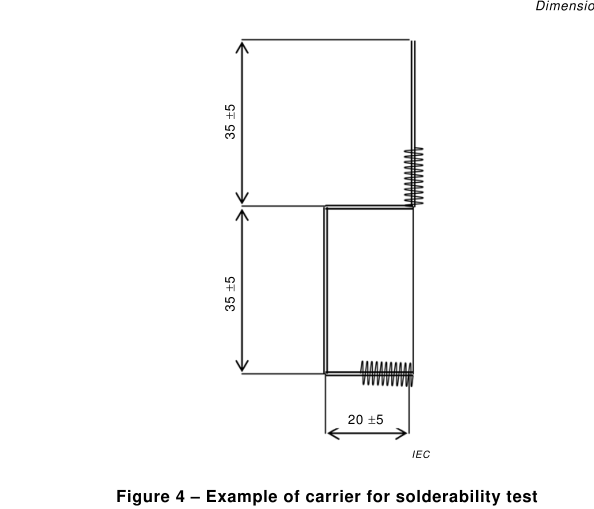
- any specimen holder that holds the wire under test free for at least 20 mm between the
points of support when immersed into the solder (See Figure 4). The material used for the
specimen holder shall be such that the solder does not undergo any contamination and the
dimensions of the holder shall not lead to significant change of the bath temperature
during immersion.
NOTE 2 Contamination of the solder due to oxidation or from copper can affect the results.
1.3 Procedure
The specimen shall be held vertically over the centre of the bath maintained at the
temperature as specified in the relevant standard. The bottom end shall be lowered to
(35 ± 5) mm below the surface of the bath. The position at which the specimen is immersed
shall be within 1 0 mm of the point where the temperature is measured. After immersion for the
time specified in the relevant specification sheet, the specimen shall be moved sideways in
the bath before it is withdrawn from the solder.
The surface of the tinned wire shall be examined with a magnification of 6 to 1 0 times. In the
case of wire up to and including 0,1 00 mm nominal conductor diameter, the examination shall
be restricted to the centre (25 ± 2,5) mm free length section between the supports. In the
case of wire over 0,1 00 mm nominal conductor diameter and bunched wires the examination
shall be restricted to the lower 1 5 mm of the segment immersed in the pot.
Three specimens shall be tested. The condition of the surface of the wire shall be reported.