Drawing process
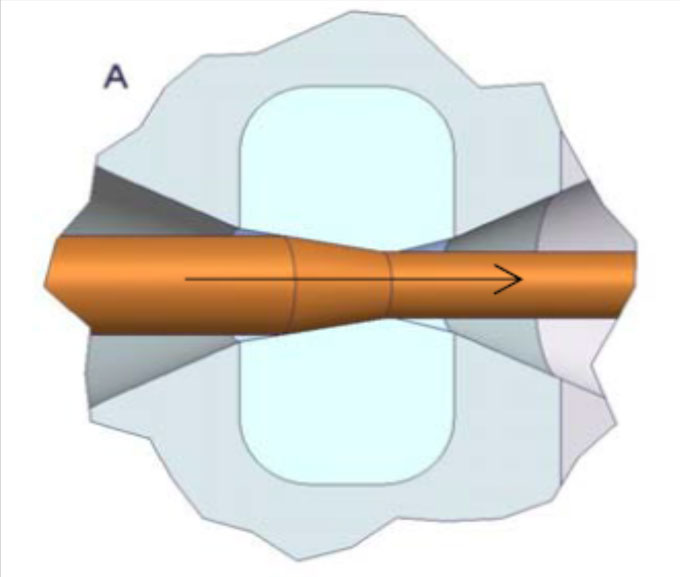
For copper wires an 8 mm copper rod (5/16″ in USA) is used as raw material, which is drawn through drawing dies to the required bare wire dimension in several stages. The copper rod has to be of high purity (copper content 99.99 %) and consistenly high quality to manufacture fine and ultrafine wires of sizes below 10 µm. ELEKTRISOLA uses only pure electrolytic copper ETP1 (copper content min. 99.99 %) from pre-approved high quality vendors.
The drawing process is carried out sequentially through several groups of machines producing specific diameter ranges. The wire is elongated in several stages through dies, so that the larger wire is permanently becoming thinner and longer during the drawing process while the volume by weight remains unchanged.
The quality of the copper, the fine tuning between the different drawing stages, and especially the quality of the drawing dies, are all of high importance to achieve a high quality final bare wire. The bearing surfxes of the wire drawing dies consist of natural or artificial diamonds or, for heavy wire production, of carbide.
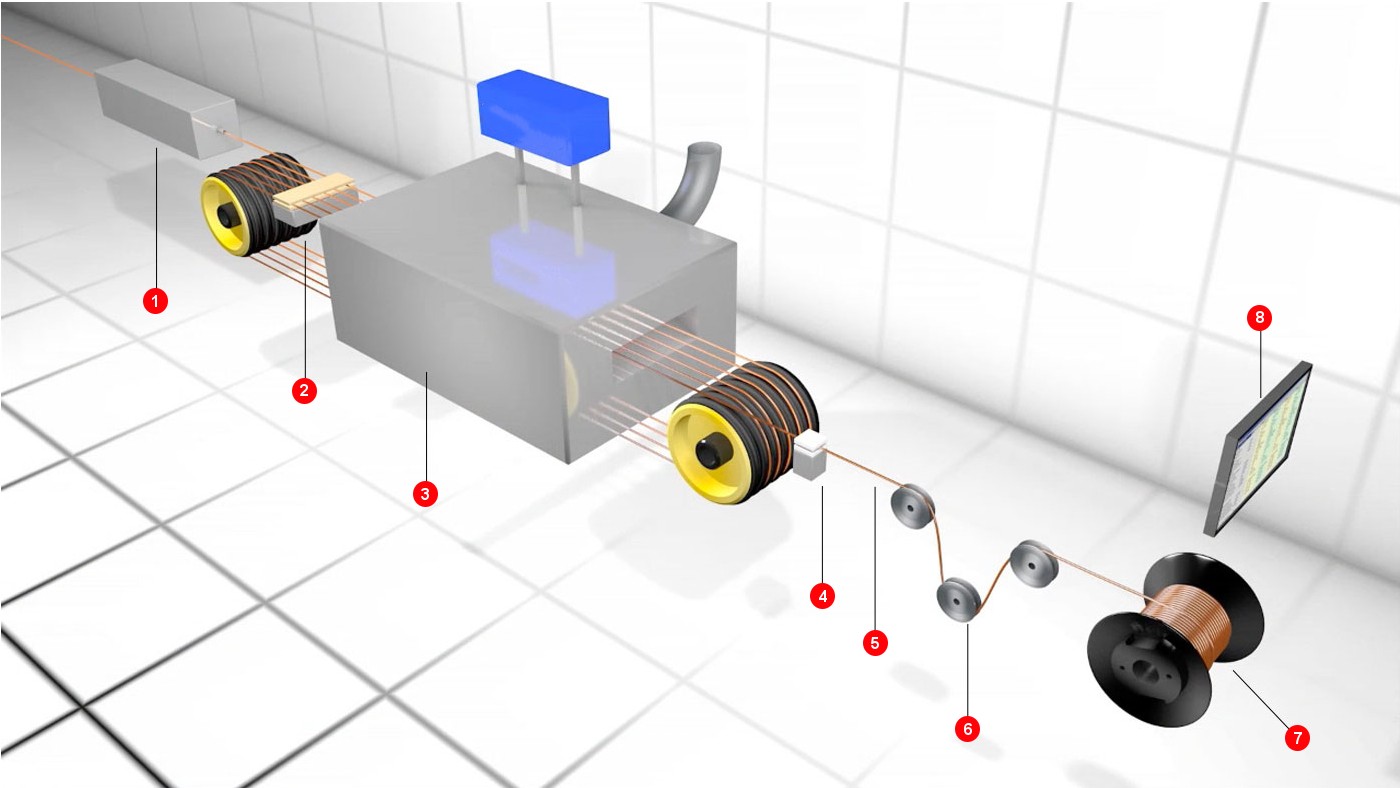
Enamelling Process for Enamelled Wire
1. Annealing Process
During the drawing process the bare wire’s grain structure has been changed through cold deformation. Annealing will re-crystalize the copper and make it soft again. This thermal stress relief process is carried out under protective atmosphere in order to avoid oxidizing the wire surface, which would interfere with good adherence of the initial coating of insulation later in the process. Softness of the enamelled wire is an important criteria for good windability, in particular significantly reducing the number of wire breaks.
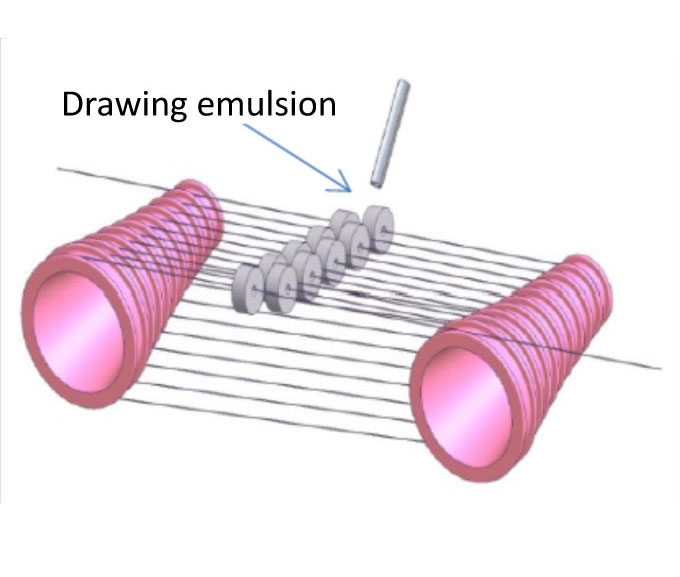
2. Enamel Application
There are 2 main application systems for enamelling of winding enamelled wires, i.e felt application and die application, whereas felt application is mainly used in fine Enamelled wire production, while die application is mainly used in heavy enamelled wire production. The enamel coating should always be applied in as many single layers as possible rather than fewer and thicker layers to achieve better mechanical and electrical properties of the enamelled wire.
3. Curing Oven
Solvents contained in the liquid enamel are driven out in the curing oven at high Temperature and then are burnt catalytically by using the thermal energy in an environmentally friendly way. Temperature control is very important: if the temperature is too low, too many solvent residues will be left in the enamel layer, leading to poor adhesion and reduced mechanical and electrical properties of the enamelled wire. If the temperature is too high, the enamel coating will be hard and brittle, leading to cracks in the insulation coating of the Enamelled wire resulting from mechanical stress.
4. Lubrication
A defined amount of lubricant is precisely applied to the insulated enamelled wires surface. Lubrication is necessary to achieve consistent winding properties and failure-free winding of the wire even at high winding speeds.
5. Diameter Control
ELEKTRISOLA continuously monitors the Outer Diameter of all enamelled wires after the final pass by laser.
6. Tension Control
A continuous wire tension control during the enamelling process results in a consistently uniform spooling onto the spool. With effective tension control, elongation of the enamelled wire is avoided and thus a change in resistance. Furthermore, good de-reeling properties of enamelled wire for customer can be guaranteed.
7. Spooling
The wire pitch and the spool’s rotational speed are spooling process variables closely to be controlled. This results in consistently good enamelled wire de-reeling performance and minimizes other problems like trapped and tangled wires.
8. Monitor
The monitor informs the operator about all important parameters of the process.